S. m. (Métallurgie) le laiton est un alliage d'une certaine quantité de pierre calaminaire, de cuivre de rosette, et de vieux cuivre ou mitraille. Voyez les articles CALAMINE, CUIVRE, et ALLIAGE.
Nous allons expliquer la manière dont on procede à cet alliage : pour cet effet nous diviserons cet article en quatre sections. Dans la première, nous parlerons de l'exploitation de la calamine. Dans la seconde, de la préparation et de l'emploi de cette substance. Dans la troisième, de la fonderie. Dans la quatrième, des batteries et de la trifilerie.
Nous ignorons si ces travaux s'exécutent par-tout de la même manière. On peut consulter là-dessus l'ouvrage de Schwendenborg qui a écrit très au long sur le cuivre. Nous nous contenterons de détailler ce qui concerne la calamine, d'après les manœuvres en usage dans la montagne de Lembourg ; et ce qui concerne les procédés sur le laiton, d'après des usines et les fonderies de Namur.
Sect. I. De l'exploitation de la calamine. On trouve de la pierre calaminaire à trois lieues de Namur ; à une demi-lieue de la Meuse, sur la rive gauche, aux environs des petits villages de Landenne, Vilaine, et Haimonet, tous les trois de la même juridiction. Haimonet situé sur une hauteur en fournit à une profondeur médiocre ; on n'y emploie par conséquent aucune machine à épuiser ; elle n'est point inférieure en qualité à celle des autres villages ; la mine en est seulement moins abondante. Il en est de même de celle de Terme au Griffe, lieu situé sur une autre montagne, à la rive droite de la Meuse.
L'exploitation de la calamine ne diffère pas de celle du charbon-de-terre. Voyez CHARBON-DE-TERRE. Elle se fait par des puits qu'on appelle bures ; les bures ont d'ouverture depuis douze jusqu'à seize pieds en carré ; on soutient les terres par des assemblages de charpente, et l'on descend jusqu'à ce qu'on rencontre une bonne veine. Là, à mesure que l'on enlève le minerai, on pratique des galeries sous lesquelles on travaille en sûreté, par le soin qu'on a de soutenir les terres avec des châssis. A mesure qu'on exploite, on rejette les déblais de la galerie d'où l'on tire, dans les galeries d'où l'on n'a plus rien à tirer, observant d'enlever les châssis à mesure qu'on fait le remblai. Voyez les articles CHASSIS, DEBLAI, REMBLAI, et BURES.
On commence ordinairement l'ouverture d'une mine par deux bures. L'un sert à l'établissement des pompes à épuisement ; on le tient toujours plus profond que l'autre qui sert à tirer et à monter le minerai. On en pratique encore de voisins qui servent à donner de l'air, lorsque les galeries s'éloignent trop du grand bure. On appelle ceux-ci bures d'airages : quelquefois on partage la profondeur du grand bure en deux espaces ; dans l'un, on établit les pompes ; c'est par l'autre qu'on monte et descend : alors les bures d'airage sont indispensables ; presque tous les grands bures de la calamine sont dans ce dernier cas. Lorsque les eaux abondent et menacent ou incommodent les ouvriers, on approfondit le bure, et l'on y pratique un canal que les gens du pays appellent une arène. L'arène part du grand bure ; et se conduit en remontant jusqu'à la rencontre de la galerie qu'on veut dessécher. Il y a dans les galeries, qu'on appelle aussi charges, d'autres conduits par lesquels les eaux vont se perdre : on nomme ces conduits égoutoirs ou égougeoirs.
Lorsque nous écrivions ce mémoire, le grand bure avait en profondeur 43 taises du pays, ou trente-neuf taises un pouce six lignes de France ; il y avait plusieurs bures d'airage, une plombière ou fosse d'où l'on exploitait du plomb ; cette fosse était poussée à trente-cinq taises. Le bure de la calamine et la plombière avaient chacun leurs machines à épuisement ; ces machines étaient composées l'une et l'autre d'une grande roue de 45 pieds de diamètre cette roue était enterrée de 19 pieds, et contenue entre deux murs de maçonnerie qui la soutenaient à six pieds au-dessus de la surface du terrain. Elle était garnie au centre d'une manivelle qui faisait mouvoir des balanciers de renvoi, à l'extrémité desquels étaient les pompes établies dans le bure. C'était la machine de Marli simplifiée : des courants dirigés sur ses aubes la mettaient en mouvement ? on ménageait l'eau par des beuses, comme on le pratique dans les grosses forges. Voyez cet article. On avait encore conduit à mi-roue, par d'autres beuses souterraines, les eaux élevées de la mine. On avait trouvé par ce moyen, l'art de multiplier les forces dont on a besoin pour accélérer le mouvement de ces grandes machines.
L'observateur qui jettera un oeil attentif sur une mine en exploitation, verra des rochers coupés d'un côté, des mines travaillées, des déblais ; de l'autre des remblais, des mines où l'on travaille, des caves ou mines submergées, plusieurs galeries élevées les unes sur les autres, rarement dans un même plan, des sables et autres substances fossiles.
Le terrain produit à sa surface toutes sortes de grains ; les environs des mines dont il s'agit ici, sont couverts de genièvre ; les eaux de la mine n'ont aucun goût dominant ; elles sont légères ; le maître fondeur donne au propriétaire du sol tant par poids de mine exploitée. Lorsque nous y étions, le prix convenu était de cinquante-six sols de change, ou de 5 liv. 3 s. 4 d. argent de France, pour 15000 pesant de calamine ; auparavant on donnait la dixième charretée.
La calamine est dans ces mines très-poreuse, calcinée ou non calcinée, l'action de l'air l'altère. Si on la tire d'un magasin sec et qu'on l'expose dehors, elle augmente considérablement de poids : sa couleur est d'un jaune pâle, tirant quelquefois sur le rouge et le blanc ; elle est souvent mélée de mine de plomb. Il y a des mines qui sont d'autant meilleures, que les filons s'enfoncent davantage. Cette loi n'est pas applicable à la calamine : celle que l'on tire à 8 ou 10 taises est aussi parfaite que celle qu'on Ve chercher à 45 ou 50. La calamine calcinée en devient plus légère ; cette opération lui donne aussi un degré de blancheur ; cependant le feu lui laisse des mouches ou taches noires.
La planche première de celles qui ont rapport à cet article, montre la coupe d'une mine de calamine.
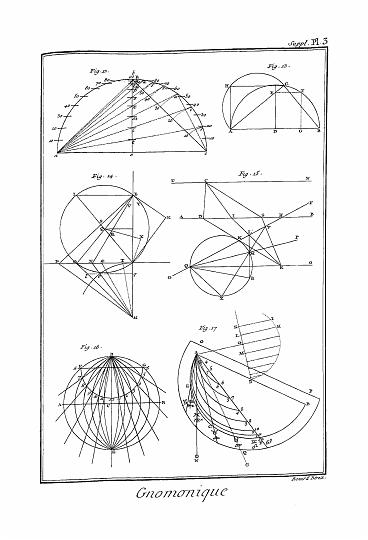
Sect. II. De la calcination de la calamine. Pour calciner la calamine, on en fait une pyramide, comme on la voit en A, B, C, fig. 2 ; sa base F, G, f, g, est fig. 3. partagée en quatre ouvertures, Xe x, Xe x, d'un pied ou environ de largeur ; ces ouvertures vont aboutir à une cheminée H, ménagée au centre. Cette cheminée règne tout le long de l'axe de la pyramide, et Ve se terminer à sa pointe A, fig. 2 ; la base a 10 à 12 pieds de diamètre ; elle est formée de bois à bruler, posés sur une couche de paille et de même bois. C'est avec le gros bois élevé à dix-huit pouces, que l'on forme les ouvertures Xe x, Xe x, et les fondements de la cheminée. On arrose la dernière couche avec du charbon de bois, et l'on place dans la cheminée deux fagots debout.
Cela fait, on forme un lit de calamine de sept à huit pouces d'épaisseur ; sur ce lit, on en forme un de charbon de bois, mais beaucoup moins épais ; il ne faut pas qu'il couvre entièrement la surface du lit de la calamine. Sur ce lit de charbon, on en étend un second de calamine, tout semblable au premier ; sur celui-ci un lit de charbon, et ainsi de suite, jusqu'à ce que le volume que l'on veut calciner soit épuisé. Il faut observer de ménager à travers ces lits l'ouverture de la cheminée. On calcine communément quatorze à quinze cent pesant de calamine à-la-fais ; on y emploie quatre cordes et demie de bois, et à-peu-près une bonne de charbon, ou une voiture de 25 vaux ou 18 queues, à deux mannes la queue ? ou, pour parler plus exactement, le charbon d'environ six cordes de bois.
La pyramide étant formée, on y met le feu, il faut veiller à sa conduite : le feu trop poussé, brule la calamine ou la calcine trop ; pas assez poussé, elle demeure sous forme de minerai. C'est l'habitude d'un travail journalier, qui apprend à l'ouvrier à connaître le vrai point de la calcination. On retire les premiers lits à mesure que le procédé s'avance ; ils ont souffert depuis huit jusqu'à douze heures de feu.
Lorsque la calamine est calcinée et refroidie, on la nettoye, c'est-à-dire qu'on en separe les pierres et autres substances étrangères ; on la porte dans un magasin bien sec, d'où on la tire ensuite pour l'écraser et la réduire en poudre.
On voit dans nos Planches, fig. 2. une pyramide de calamine en calcination ; fig. 3. la base de la pyramide ; fig. 4, de la calamine calcinée ; fig. 1, de la calamine apportée de la mine et prête à être mise en pyramide.
On mêle la calamine de la montagne de Lembourg avec celle de Namur ; la première s'achète toute calcinée et nettoyée : elle est plus douce et produit davantage que celle de Landenne ; mais les ouvriers la trouvent trop grasse, défaut qu'ils corrigent par le mélange avec celle de Lembourg. Sans ce correctif, les ouvrages qu'on ferait se noirciraient et se décrasseraient avec peine. Lorsque nous écrivions ce mémoire, la calamine de Lembourg se vendait 50 s. le cent pesant, ou 25 liv. de France le mille, rendu à Viset où on l'amène par charrais, et de Viset 5 liv. le mille pour la transporter par bateau à Namur, où elle revenait par conséquent à 30 livres de France.
Cette calamine de Namur n'est pas toute ni toujours de la même qualité ; le fondeur en fait des essais. Pour cet effet, il met sur 60 livres de calamine de Namur, 15 à 20 livres de calamine de Lembourg ; il fait écraser et passer le tout au blutoir ; il y ajoute 35 livres de rosette ou cuivre rouge, et 35 livres de vieux cuivre ou mitraille ; ce qui doit donner une table de 85 à 87 livres. Dès la première fonte, il trouve la proportion qu'il doit garder entre ses calamines, tant que celle de Namur dure.
Trituration de la calamine. Cette opération se fait par le moyen d'un moulin ; ce moulin est composé de deux meules roulantes I, L, fig. 5. Pl. II. dont les essieux sont fixés à l'arbre vertical M, N, qu'un cheval dont on masque la vue fait mouvoir. Ces meules portent sur un gros bloc de pierre P, qui est enterré ; ce bloc est revétu sur son pourtour de douves de bois S, S, S, arrêtées avec des cerceaux de fer, et des appuis de bois R, le tourillon d'em-bas N, tourne dans une crapaudine de fonte, enchâssée en un marbre carré, placé au centre du bloc ; le tourillon d'en-haut M, se meut en un sommier du bâtiment, et est arrêté en V, par deux boulons qui traversent le sommier.
L'ouvrier employé au moulin remue continuellement la calamine avec une pelle, et la chasse sous les meules : le cheval doit faire quatre tours par minutes, et moudre 20 mesures par jour ; chaque mesure de 15 pouces 6 lignes de diamètre en-haut, et de 13 pouces 6 lignes dans le fonds, sur 13 pouces de hauteur. Cette mesure ou espèce de baquet cerclé de fer, contient 150 liv. et les 20 mesures font 3000 liv. ce poids est le travail ordinaire.
Le même moulin mout quatre de ces mesures de terre à creuset dans une heure, et trois mesures de vieux creusets, matière cuite et plus dure. On écrase aussi six mannes de charbon de bois dans le même intervalle de temps ; et ces six mannes se réduisent à trois mannes de charbon pulvérisé. Les pierres qui forment ce moulin sont tirées des carrières voisines de Namur ; elles sont très-dures, d'un grain fin et bien piqué, les meules s'usent peu : bien choisies et bien travaillées, elles servent 40 à 50 ans. Le bloc sur lequel elles portent et qui fait la plate-forme, dure beaucoup moins.
Blutage de la calamine. La calamine et le charbon étant écrasés au moulin, on les passe au blutoir A, B, fig. 6. Pl. II. C'est un cylindre construit de plusieurs cerceaux assemblés sur un arbre, et couverts d'une étamine de crin ; il est enfermé dans une caisse C, D, posée sur des traverses et incliné de A, en E. Il a une manivelle qui le fait mouvoir ; le son ou les parties grossières qui peuvent passer au-travers de l'étamine tombent en F, et le gros et le fin séparés, s'amassent dessous le blutoir ; la matière à tamiser est en G, et l'ouvrier qui est au blutoir la fait tomber d'une main dans la trémie H, qui la conduit dans le blutoir, tandis que de l'autre main il meut la manivelle. Les deux fonds du tambour étant ouverts le gros descend vers la planche E, d'où on le ramasse pour le reporter au moulin ; la calamine passée au blutoir est en poudre très-fine.
La calamine de Lembourg passée au blutoir et pressée dans un cube d'un pouce, a pesé 1 once 1 gros 19 grains ; et la même quantité de Namur, a pesé 1 once 0 gros 24 grains ; leur différence était de 67 grains ; celle de Lembourg était d'un jaune fort pâle, et celle de Namur d'un jaune tirant sur le rouge, toutes les deux pulvérisées.
De l'alliage de 60 liv. de calamine avec 35 liv. de vieux cuivre et 35 liv. de rosette, il provient 15 à 17 livres d'augmentation, non compris l'arco, matière qu'on sépare des cendres par des lessives, comme on le dira ci-après.
Sect. III. Fonderie. Une fonderie est ordinairement composée de trois fourneaux A, B, C, fig. 7 Pl. I. construits dans un massif de mâçonnerie E, F, fig. 8. Pl. III. enfoncés de manière que les bouches de ces fourneaux D, ne soient que de trois à quatre pouces plus élevées que le niveau du terrain. On pratique en-avant deux fosses G, H, fig. 7. et 8. de 2 pieds neuf pouces de profondeur, où l'on jette les cendres, ordures, et crasses qui proviennent de la fusion.
Il y a trois moules I, K, L, fig. 9. Pl. I. qu'on manœuvre avec des pinces, et qu'on ouvre et ferme au moyen du treuil M, N.
Sur la roue N, s'enveloppe une corde qui vient se rouler sur le tour O.
Il y a une cisaille p, fig. 10, qui sert à couper et à distribuer le cuivre.
Il y a un mortier enterré qui sert à faire des paquets de vieux cuivre. Pour cet effet on étend sur ses bords un morceau de vieux cuivre le plus large et le plus propre à contenir le reste de la mitraille ; on bat bien le tout ; l'on en forme ainsi une espèce de pelote de calibre au creuset : les ouvriers appellent cette pelote ou boule, poupe. La poupe pese environ 4 livres.
Il y a un bacquet qui contient la calamine.
Des amas de rosette rompue par morceaux, d'un pouce ou deux en carré ; une palette de fer pour enfoncer la rosette dans la calamine, et battre le tout dans le creuset.
Un instrument appelé la mée, pour mélanger la calamine avec le charbon de bois pulvérisé : on jette le tout dans le creuset, soit avec des pelles, soit à la main.
Trais lits autour des fourneaux, pour les fondeurs qui ne quittent leur travail que le samedi au soir.
Il faut que la hotte y fig. 8. Pl. III. de la cheminée dépasse le bord du fossé H, afin que ce qui s'exhale des creusets suive la fumée des fourneaux.
Des moules pour former les creusets.
Des couvercles pour les fourneaux.
Les instruments de la poterie.
Des pinces pour arranger les creusets dans les fourneaux, exporter le charbon où il faut, vers les bords des creusets ; on les appelle pinces ou etnets.
Une pince coudée pour retirer les creusets, les manier, transvaser la matière d'un creuset dans un autre, les redresser : on l'appelle attrape.
Une pince ou etnet droit, pour retirer la table du moule, et l'ébarber tout de suite, lorsque la matière s'est extravasée entre les lames de fer et le plâtre.
Un fourgon pour attiser le feu, et entasser la calamine dans le creuset.
Un crochet qu'on emploie à différents usages ; il s'appelle havet.
Un caillou plat, en forme de ciseaux, emmanché de bois, pour tirer les crasses et les cendres du creuset, lorsqu'on vide la matière du creuset où elle est en fusion, dans celui d'où on doit la couler dans le moule. On appelle cet instrument le tiout.
Un bouriquet pour contenir les branches de la tenaille, lorsqu'il s'agit de tenir à plomb le creuset qu'on charge.
Une palette de fer pour entasser les matières dans le creuset.
Une tenaille double, pour transporter le creuset et le verser dans le moule.
Un instrument coudé et plat par le bout, en forme de hoyau, emmanché de bois, pour former le lit d'argile, ou le raccommoder sur les barres du fourneau, lorsque les trous du registre qu'on y a pratiqués, deviennent trop grands. On l'appelle polichinelle.
D'autres cisailles pour débiler le cuivre.
Un etnet ou pince à rompre le cuivre qui vient de l'arcot.
Une enclume avec sa masse, pour rompre la rosette.
Des mannes à charbon.
Des bacquets pour la calamine et autres usages.
Des mesures pour les mélanges.
Des brouettes. V. sur ces outils nos pl. et leur exp.
Chaque fourneau, tel que A, fig. 7 et 8, contient huit creusets qui sont rangés dans le fond, sur un lit d'argille de quatre pouces d'épaisseur, étendu sur les barres : ce lit est percé de onze trous.
Le cendrier est au-dessous des barres qui ont deux pouces en carré, et qui sont rangées tant plein que vide, excepté dans les angles où l'espace est plus grand. On y a ménagé quatre registres plus ouverts que les autres.
On appelle tilla la première assise du fourneau. Le tilla est une espèce de brique faite de terre à creuset, qui sert à la construction du fourneau. Les pieds droits du fourneau s'établissent sur la grille, et de la hauteur de deux pieds quatre pouces. La calotte qui forme la voute du four, est composée de quatre piéces, et s'assied sur la dernière portion du tilla. On travaille ces pièces de la calotte comme les creusets, au tour.
Lorsque les cendriers et fourneaux sont construits, on remplit d'argille bien battue les intervalles des voutes seulement : il n'y a qu'un parement de maçonnerie du côté de la fosse.
Les voutes, les creusets et le tilla, sont tous d'une même matière que les creusets.
La terre à creuset se prend à Namur, au-dessus de l'abbaye de Gerousart. On la coupe en plein terrain ; elle est noire, forte, fine et savonneuse. Elle pese 1 once 3/20 2/4 le pouce ; elle détache les étoffes. Les ouvrages qu'on en forme, recuits sont très-durs. On en fait des chenets qui durent trois à quatre ans, des contrecœurs de cheminées ; la neuve se mêle avec la vieille dans la composition des creusets.
Des voutes et des tilla. On mêle un tiers de vieille sur deux tiers de neuve. La vieille provient des creusets cassés et autres ouvrages détruits. On la garde en magasin ; et quand on en a amassé une certaine quantité, on l'écrase au moulin ; on la passe dans une bassine percée de trous, et on l'emploie.
La terre à creuset se tient à couvert et en manne aux environs des fourneaux, où elle seche pendant l'hiver. Au commencement du printemps, on la mout, puis on fait le mélange que nous avons dit. On en prépare 40 à 50 milliers à la fois ; on l'étend ensuite à terre, on la mouille, et deux hommes pendant douze jours la marchent deux fois par jour, une heure chaque fois : on laisse ensuite reposer quinze jours sans y toucher. Ce temps écoulé, on recommence à l'humecter et à la marcher encore douze jours ; alors elle est en pâte très-fine, et propre à être mise en œuvre, au tour ou autrement.
On met à sécher et à s'essuyer les ouvrages qu'on a préparés dans des greniers, et non au soleil ; et quand on veut s'en servir, on les cuit. Les voutes du fourneau se cuisent en place ; cependant elles ont été passées au feu deux ou trois heures avant que d'être placées. On laisse le tilla et les chenets aux fourneaux depuis le samedi jusqu'au lundi : les creusets se cuisent à mesure qu'on en a besoin.
Des moules. Chaque moule, fig. 9, est composé de deux pierres posées l'une sur l'autre. Chacune de ces pierres a communément cinq pieds de longueur, deux pieds neuf pouces de largeur, et un pied d'épaisseur ; elles sont entaillées vers le milieu de leur épaisseur, et seulement de la profondeur d'un demi-pouce : cette entaille sert à recevoir les châssis de fer qui contiendront ces pierres.
C'est une espèce de grès d'une qualité particulière. On n'en a trouvé jusqu'à présent que dans les carrières de Basanges, vis-à-vis S. Michel, près le Ponteau-de-mer : elles ne coutent sur les lieux que 60 livres la paire : mais rendues à Namur, elles reviennent à cent florins du pays, ou à peu-près à 200 livres. il y a du choix à faire ; les plus tendres sont les meilleures : le grain en est médiocre. Il ne faut ni les piquer au fer, ni les polir, parce que l'enduit dont il faut les revêtir, n'y tiendrait pas ; elles durent pour l'ordinaire quatre à cinq ans. Les Namurais ont bien cherché dans leurs carrières ; mais à l'essai, toutes les pierres qu'ils ont employées se cassent ou se calcinent.
Les pierres du moule sont, comme on voit fig. citée, saisies dans un châssis de fer, dont les longs côtés se joignent à des traverses, où elles sont retenues et assujetties par des clavettes. Chaque barre a des oeillets à divers usages, comme de recevoir des grilles qui soutiennent le platrage d'argille que l'on étend de niveau sur les pierres, et qui forme les lèvres de la gueule du moule, ou de porter une bande de fer qui règne sur la plus grande longueur de la pierre de dessous, et qui garnie de deux chevilles est mise de niveau avec cette pierre. Cette bande est contrainte en cette situation par deux courbes placées debout sur la barre ; mais il est inutîle d'entrer dans un plus long détail sur l'assemblage de ces pierres, la figure en dit assez. On voit que ces pierres ou moules font charnière ; on voit trois de ces moules en situations différentes. La pierre de dessous est emboitée dans un plancher de gros madriers, cloués sur une traverse posée sur des coussins. Comme les deux extrémités de cette traverse sont arrondies en dessous, il est facîle d'incliner le moule. Les coussins sont établis dans une fosse, de même que la traverse.
Les deux pierres s'assujettissent ensemble par deux barres. Toutes les barres qui sont de fer sont boutonnées aux extrémités, et se fixent comme on voit dans la figure 9.
On fait aussi à la pierre de dessus une lèvre en argille, qui avec celle de dessous forme une gueule.
Ce qui détermine la largeur et l'épaisseur de la table, ce sont des barres posées sur une traverse, et tenues par deux crochets qui entrent dans les oeillets de la traverse.
Le plâtrage est d'argille. On prépare l'argille en la faisant bien sécher, en séparant le gravier, la réduisant en poudre, la détrempant à la main, et la faisant passer à-travers une bassine percée de trous d'une demi-ligne. On en forme de la pâte dont on remplit les trous et autres inégalités des pierres : on aplatit bien le tout avec les mains, mouillant toujours la pierre à mesure qu'on la répare. Après quoi on étend un enduit de la même pâte, et d'une demi ligne d'épaisseur sur toute la surface de la pierre : on applanit cet enduit avec des bois durs et polis en forme de briques, que l'on promene également partout. On donne ensuite le poli avec une couche d'argille bien claire, que l'on répand également, en commençant par la pierre de dessus qui est suspendue au treuil. L'ouvrier parcourt le long côté de cette pierre, en versant la coulée uniformement, et tirant à soi le vase qui la contient. On en fait autant à la pierre de dessous ; et comme elle est horizontalement placée, on ôte le trop de coulée avec un morceau de feutre : on passe aussi le feutre à la pierre de dessus. Ce feutre sert encore à emporter le trop d'humidité : au reste on donne à cet enduit le moins d'épaisseur possible.
Lorsque les pierres sont enduites, on laisse sécher l'enduit à l'air. Si l'on est en hiver, que le temps soit humide, et que l'on ne puisse remuer la pierre, on fait rougir les fourgons et autres instruments de fer ; on les présente à l'enduit à une certaine distance, et on l'échauffe ainsi d'une chaleur douce. Lorsqu'il est parfaitement sec, on le réunit avec du charbon allumé, et on y tient le feu dix à douze heures, au point qu'il parait prêt à gercer. On assujettit la pierre de dessus sur celle de dessous, afin que la chaleur se distribue également. Deux grandes mannes de charbon suffisent pour entretenir la chaleur pendant le temps de la recuite ; ensuite on nettoie à sec le moule, et cela se fait avec soin. On y pose les lames de fer qui doivent régler la largeur et l'épaisseur de la table : on ferme le moule et on l'incline.
La gueule du moule se fait en même temps que l'enduit ; mais d'une argille moins fine, mêlée avec de la bourre de crin, ce qui forme une espèce de torche.
L'enduit recuit devient d'une dureté presqu'égale à celle de la pierre : on peut couler jusqu'à vingt tables sur le même plâtre.
Les tables coulées sur des pierres qui n'ont point servi, ont ordinairement des soufflures ; alors il faut rompre cet ouvrage et le remettre à la fonte en guise de mitraille. On observe, quand on emploie de cette mitraille, de mettre avec elle moins de rosette.
Dans l'intervalle d'une coulée à une autre, on repare le moule, et la pierre qui cesse de se tourmenter à la seconde coulée qui se fait l'instant d'après. La première, la seconde et la troisième table, sont bonnes et se conservent.
Il y a des pierres d'une qualité si particulière, que pendant sept à huit jours il faut toujours sacrifier la façon de la première table.
Chaque moule travaille tous les trois jours, et le même moule sert aux tables que l'on fond pendant vingt-quatre heures, c'est-à-dire à six tables par fonte, ou à une table par fourneau toutes les douze heures.
Quand l'enduit ne peut plus supporter de fonte, on le détache de la pierre avec des dragées de cuivre que l'on trouve dans l'arcot, ou les cendres de la fonte : cette opération s'appelle aiguiser la pierre.
On aiguise la pierre de la manière suivante. On fixe une barre de fer coudée dans la mortaise de l'extrémité du support du moule ; un grand lévier, fig. 11, est appliqué à cette barre. Il est mobîle ; il est pareillement percé d'un trou rond à l'endroit où passe une cheville attachée au milieu de la tenaille. Cette tenaille se joint au châssis de fer, et par conséquent à la pierre de dessus, par le moyen de deux crochets et d'écroux que l'on arrête fortement.
L'extrémité du levier est tenue suspendue par une chaîne ; elle porte plusieurs pitons où l'on fait entrer des crochets. Des hommes appliqués à ces crochets poussent et tirent alternativement le levier : ce levier entraîne la pierre qui suit son mouvement, et les dragées arrachent le plâtre. Cependant d'autres ouvriers tournent la pierre, lui font faire des révolutions sur elle-même, en sorte que le frottement a lieu sur toute la surface.
Lorsque les dragées et le frottement ont pulvérisé le vieux plâtre, on nettoie les pierres, on les lave, on remet un nouvel enduit, et le travail reprend.
De la fonte. C'est l'habitude du travail qui apprend à connaître au fondeur la bonne fusion. Alors la flamme est légère, sa couleur change ; elle devient d'un bleu clair et vif ; et il s'en élève une pareille des creusets quand on les transvase.
Lorsque le métal est prêt à jeter, on prépare le moule en posant avec soin les barres qui détermineront la dimension de la table. La longueur est à discrétion ; son épaisseur ordinaire est de trois lignes ; sa largeur de deux pieds un pouce trois lignes, et son poids d'environ 85 à 87 livres.
Les lames de fer posées, on ferme le moule ; on le joint avec force ; on incline ; on retire le creuset du fourneau où on l'a mis quatre à cinq heures à rougir avant que de fondre ; on a un second creuset, on y transvase la matière ; on en écarte les ordures ; les crasses et les cendres ; on tire les autres creusets du fourneau, dont on transvase également la matière dans le même second creuset : on continue jusqu'au huitième creuset. Lorsque le creuset du jet contient la matière de ces huit creusets de fourneau, on saisit celui-ci avec la tenaille double, on le porte vers le moule, et l'on coule une table.
Au même moment un ouvrier court au treuil, tourne, relève le moule et le met dans sa situation horizontale ; après quoi continuant de tourner, et la pierre de dessous etant arrêtée, il sépare celle de dessus, et le fondeur avec une tenaille tire la table coulée qu'il a grand soin d'ébarber.
Le même moule sert, comme j'ai dit, à fondre les trois tables que fournissent les trois fourneaux ; et dans l'intervalle d'une jetée à l'autre on répare le moule.
Ainsi il y a trois fourneaux, huit creusets dans chacun ; ces huit creusets se versent dans un seul, et celui-ci fournit une table ; ce qui fait trois tables pour les trois fourneaux et pour les vingt-quatre creusets.
En réparant le moule, on le rafraichit avec de la fiente de vache ; pour cela on en écarte les lames de fer qui déterminaient les dimensions de la table. On les remet ensuite en place ; on bouche les vides qu'elles peuvent laisser avec de la fiente de vache. On abat la pierre de dessus, on referme le moule, on le réincline et l'on coule.
Quand les trois tables d'une fonte ont été jetées, on nettoie et l'on rafraichit encore le moule ; on repose les pierres l'une sur l'autre sans les serrer, et on les couvre avec trois ou quatre grosses couvertures de laine, afin de les tenir chaudes pour la fonte suivante qui se fait douze heures après.
On observe aussi de tenir les portes et les fenêtres de la fonderie bien fermées, seulement pendant qu'on coule ; ensuite on ouvre les portes.
Les ouvriers tiennent le bout de leurs cravates entre leurs dents, soit qu'ils transvasent, soit qu'ils coulent ; ils amortissent ainsi la chaleur de l'air qu'ils respirent.
Après avoir transvasé le cuivre fondu du creuset de fourneau dans le creuset de jetée, le fondeur prend deux bonnes jointées de la composition de calamine et de charbon qui remplit un bacquet, les met dans le creuset qu'il vient de vider, et par-dessus cela la poupe de mitraille ; puis il replace le creuset au fourneau, où il reste jusqu'à ce que les tables soient jetées, c'est-à-dire environ une demi-heure : on en fait autant à tous les autres creusets de fourneau à mesure qu'on les en tire. Le vieux cuivre en s'échauffant devient cassant et s'affaisse bien mieux, lorsqu'on travaille à recharger le creuset ; c'est ce qu'on appelle amollir le cuivre ; le contraire arrive au cuivre rouge.
Les tables étant situées et le moule préparé pour la fonte suivante, on revient aux fourneaux d'où l'on retire les creusets les uns après les autres pour achever de les charger, ce qui se fait en remettant par-dessus le vieux cuivre déjà fort échauffé, beaucoup de calamine de composition que l'on entasse avec le fourgon ; à quoi l'on ajoute le cuivre rouge que l'on enfonce dans la calamine en frappant fortement avec la palette : pour cet effet on assujettit et l'on tient droit le creuset avec la pince coudée et le bouriquet.
Chaque creuset chargé, on le replace au fourneau, on l'y arrange, on repare les onze trous du fond du fourneau qui servent de soufflet : on débouche ceux qui peuvent se trouver bouchés, ou l'on remet de l'argille à ceux qui sont trop agrandis ; en un mot on acheve comme pour la première fonte. On fait d'abord peu de feu, du-moins pendant les deux premières heures, après lesquelles le fondeur prend de la calamine de composition dans un panier, et sans déplacer les creusets, il en jette sur chacun une ou deux poignées, cela remplit l'espace causé par l'affaissement des matières. D'ailleurs il y a une dose de matière pour chaque creuset, et il faut qu'elle y entre ou tout de suite, ou à des intervalles de temps différents.
Si un creuset vient alors à casser, on le retire et on le remplace par celui qui a servi à couler les tables, parce qu'il est encore rouge et disposé à servir ; mais lorsque les huit creusets sont placés et attachés, s'il en casse un, on ne dérange plus rien ; la table se trouve alors d'un moindre poids et plus courte.
On attise en premier lieu en mettant au fourneau une manne de charbon qui contient 200 livres pesant. On commence par choisir les plus gros morceaux qu'on couche sur les bords du creuset ; quand on a formé de cette manière une espèce de plancher, on jette le reste du charbon sans aucune attention, et l'on couvre aux deux tiers la bouche du fourneau, quelques heures après on lui donne, comme disent les ouvriers, à manger de la petite houille, ou du charbon de terre menu.
C'est entre deux et trois heures de l'après-midi qu'on coule ; à cinq heures, les creusets sont tous rangés ; sur les dix heures on donne à manger aux fourneaux, et la seconde fonte se fait à deux heures et demie, ou trois heures après minuit, c'est-à-dire qu'il y a toujours environ douze heures d'une jetée à une autre.
Le samedi ou la veille des grandes fêtes, après la fonte ou jetée, on charge et l'on attise, comme si l'on devait couler la nuit suivante ; mais sur les quatre à cinq heures du soir, les fondeurs ne font que fermer exactement les bouches des fourneaux qui sont bien allumés ; ils ne laissent d'autre ouverture que celle qui est au centre du couvercle. Cette ouverture est environ d'un pouce et demi de diamètre : le tout se tient en cet état jusqu'au lundi suivant. Sur les 5 heures du matin les fondeurs arrivent, et raniment le feu par de nouveau charbon ; son action a été si faible pendant tout l'intervalle qui s'est écoulé, que le travail est quelquefois très-peu avancé, et qu'il faut forcer pour rattraper le cours des fontes accoutumées.
Le travail de la fonderie demande une attention presque continuelle, soit pour attiser et conduire le feu, en ouvrant et fermant les régitres, soit pour aiguiser les pierres, y appliquer un nouvel enduit, couper et débiter les tables du poids requis. C'est au maître fondeur à régler toutes ces choses : il a pour aide deux autres ouvriers ; et quoiqu'il n'y ait que trois hommes par fonderie, chaque manufacture a du-moins deux fonderies, dont les ouvriers vont de l'une à l'autre, lorsque la manœuvre le requiert, comme lorsqu'il s'agit d'aiguiser les pierres ou de couper les tables.
Les autres ouvriers sont employés ou au moulin ou au blutoir, et l'on emprunte leurs secours dans l'occasion.
La paie du maître fondeur est plus forte que celle de ses aides.
On fournit à tous la bière, le chauffage, la houille pour leur ménage, qu'ils n'habitent que le samedi jusqu'au lundi. Ils ne s'éloignent jamais de leur atelier. Tandis qu'un d'entr'eux se repose sur les lits de l'usine, les autres veillent.
Trais fourneaux consomment ordinairement 1000 livres pesant de charbon par chaque fonte de douze heures, et 2000 livres pour vingt-quatre heures, le temps de deux fontes.
Le cuivre jaune ou laiton est composé de vieux cuivre de la même espèce, appelé mitraille, de cuivre rouge de Suède, et l'alliage de la calamine. L'alliage est, comme je l'ai dit plus haut, de 35 livres de vieux cuivre, de 35 livres de cuivre rouge, et de 60 livres de calamine bien pulvérisée ; sur quoi l'on met 20 à 25 livres de charbon de bois réduit en poudre, passé au blutoir, et que l'on a la précaution de mouiller pour empêcher le cuivre de bruler. C'est après avoir été bluté qu'on le mouille. De ces parties mélangées, il vient une table de 85 à 87 livres ; d'où l'on voit que la calamine de Namur, jointe à celle de Lembourg, rapporte à-peu-près le quart du poids.
On connait la valeur du cuivre rouge, on connait la valeur du charbon, celle de la rosette ; ajoutez à ces frais ceux de la main-d'œuvre et de batterie, et vous aurez le produit d'un fourneau.
Chaque fonderie ayant au-moins six fourneaux allumés, et chaque fourneau produisant ces deux tables, en vingt-quatre heures ; on aura douze tables par jour.
De l'évaporation qui se fait dans les fourneaux par l'action du feu, il se forme aux parois de la voute contre la couronne et sur la surface des couvercles, un enduit qui se durcit, et qui dans la fracture montre plusieurs lits distincts de couleur jaune plus ou moins foncée : on l'appelle tutie. Les fondeurs lui attribuent deux propriétés ; l'une c'est de produite un beau cuivre très-malléable et très fin, si, réduite en poudre, on la substitue à la calamine. Mais il y en a si peu, que ce qu'on en détache est jeté au moulin et mêlé à la calamine. On parle encore d'une autre espèce de tutie qui se fait dans les forges de fer, de couleur brune, mêlée d'un peu de jaune, qui produit le même effet avec la calamine ; mais on n'en use point : elle gâterait le cuivre et le ferait gercer. La seconde propriété de la tutie du cuivre, c'est de soulager dans quelques maladies des yeux, si on les lave avec de l'eau de pluie où l'on en aura mis en poudre.
Les tables ordinaires varient depuis trois lignes jusqu'à quatre d'épaisseur ; ces dernières sont les plus fortes qu'on puisse couper à la cisaille de la fonderie, encore faut-il mettre un homme de plus au levier.
Les lames qui déterminent l'épaisseur des tables, sont depuis deux jusqu'à quatre lignes. Dans les cas extraordinaires, on en met deux l'une sur l'autre.
Entre les tables extraordinaires, les plus fortes vont jusqu'à neuf lignes d'épaisseur ; elles ont les autres dimensions communes. Il faut cependant savoir qu'alors on emploie à une seule la matière des trois fourneaux. Elles pesent depuis 255 jusqu'à 261 liv. Avant que de les couper à la cisaille, on les porte à la batterie pour les étendre.
S'il s'agit de jeter les tables à tuyaux de pompe, ou à fond de grandes chaudières, on se sert de creusets de huit pouces de diamètre en dedans. On en a deux qui rougissent dans les fourneaux six à sept heures avant qu'on jete. On y vide la matière des vingt-quatre creusets ; cela s'exécute avec la plus grande célérité : ensuite on jette un des creusets, puis l'autre ; mais à si peu d'intervalle entre ces jetées, qu'elles n'en font qu'une.
Quand on se propose de faire de ces grosses tables, on met un peu plus de cuivre de deux espèces, et un peu moins de calamine.
Les tables jetées, on les coupe à la cisaille. La cisaille destinée à ce travail est plantée dans un corps d'arbre profondément enterré, comme on voit fig. 12 ; cet arbre est encore lié de gros cercles de fer : la cisaille qui n'y est retenue que par sa branche droite, peut se démonter ; l'autre branche coudée est engagée dans un levier de vingt pieds de longueur, où son extrémité peut se mouvoir autour d'un boulon. La pièce de bois emmortaisée où l'un des bouts du levier est reçu, est aussi fixée très-fermement ; l'autre bout du levier est tenu suspendu par un treuil. On conçoit l'action de cette machine à l'inspection du dessein. L'ouvrier A, dirige la table entre les lames de la cisaille ; les ouvriers b, b, b, poussant le levier c, d, font mouvoir la branche K et couper la cisaille. A mesure que la table se coupe, elle descend par son propre poids entre les lames de la cisaille.
Pour la distribution des tables relativement au poids, on a dans les fonderies des baguettes carrées de six à sept lignes de large, sur lesquelles on trouve les mesures suivantes :
Le pied carré de roi en table, pese douze livres et quelquefois douze livres et demie, lorsque les pierres ont des fentes, que l'enduit d'argille fléchit, et que la table vient d'épaisseur inégale.
Les intervalles des mesures des baguettes, sont sous-divisés en petites portées qui donnent la gradation des fourrures. J'expliquerai à l'article des batteries ce que c'est qu'une fourrure.
Il faut se rappeler que j'ai dit que les crasses qui provenaient des creusets contenaient beaucoup de cuivre ; qu'il s'en répandait en transvasant ; qu'on en retrouvait dans les cendres et poussières qu'on jette dans les fosses pratiquées au-devant des fourneaux ; qu'on ne vuidait ces fosses qu'à moitié ; que ce qui restait servait à asseoir le creuset qui l'était d'autant mieux, que la matière est molle et continuellement chaude, et maintient le creuset ferme sur sa base et dans un état de chaleur.
Pour retirer de là le cuivre, on commence par mouiller le tas ; on en emplit deux mannes qu'on jette dans une grande cuve à demi-pleine d'eau : on remue le tout avec une pelle ou louchet ; on laisse reposer un instant, puis on prend une espèce de poêle percée de trous qui ont quatre à cinq lignes de diamètre, on s'en sert pour retenir toutes les grosses ordures qui nagent, tandis que le cuivre pesant tombe au fond. Cela fait, on ajoute deux autres mannes de cendres, et l'on réitère la même manœuvre ; on enlève aussi avec les grosses ordures les grosses crasses : ensuite on incline le cuvier au-dessus d'un réservoir fait exprès, et l'on y verse la première eau bourbeuse : on passe la matière restante par un crible à fil de laiton dont les ouvertures sont de deux lignes et demie ; il retient les grosses crasses, le reste tombe dans la cuve.
Ce n'est pas tout, on recharge le crible de matière, et le trempant dans la cuve et le remuant à plusieurs reprises, les ordures passent dans l'eau. On change de tamis, on en prend un plus fin ; on opère avec le second tamis comme avec le premier, avec un troisième, comme avec le second, et ainsi de suite, jusqu'à ce qu'on soit parvenu à retenir pures les parties crasseuses : c'est-là ce qu'on appelle l'arco. C'est dans cet arco que l'on choisit les dragées qui serviront à aiguiser les pierres des moules, ou à remplacer une portion de mitraille dans la fonte des tables.
Section IV. Des usines. Une usine est composée de différentes machines qui servent à travailler le cuivre après qu'il a été coulé en table. Il y en a de deux sortes ; les unes sont un assemblage de marteaux pour former toutes sortes d'ouvrages plats, comme tables de cuivre de toute épaisseur, toutes sortes d'ouvrages concaves, comme chaudières, chauderons, etc. les autres sont des trifleries ou machines à mettre le laiton en fil. Les premières s'appellent des batteries.
Des batteries. Pour établir une batterie, il faut avoir un courant d'eau qui fournisse un pied cube, et dont la chute soit d'environ douze à treize pieds. Avec cela on fera tourner quatre roues, dont deux serviront aux martinets, la troisième à une meule, et la quatrième à une triflerie. Il faut être à portée de fourrages pour les chevaux qu'on emploiera aux charrais des bois et des cuivres. Cette situation trouvée, il faut construire un grand bassin de retenue, semblable à ceux des moulins ordinaires, mais beaucoup plus étendu. Outre ce réservoir, il faut une seconde écluse de décharge, et un roulis pour le dégorgement dans les crues.
La muraille du réservoir tient au bâtiment de l'usine, et un second mur parallèle au premier, forme l'enceinte où l'on place la roue. A l'endroit du mur qui soutient toute la hauteur de l'eau, on établit une écluse qui distribue l'eau dans une beuse qui fait tourner la roue. En un autre endroit on établit encore une beuse qui traverse le mur et porte l'eau sur une seconde roue ; cette beuse est faite de madriers de chêne bien assemblés ; elle est couverte jusqu'au lieu où il y a une écluse semblable à la première, que le maître usinier peut gouverner au moyen d'un levier dont la suspension est en quelque point de l'épaisseur de la muraille qu'il traverse ; son bout fait en fourchette tient à la tige de la vanne, et son autre extrémité est tirée ou poussée de bas en haut par une gaule attachée en cet endroit par deux chainons. Une troisième beuse, mais beaucoup plus petite que les premières, fait tourner une troisième roue, à l'arbre de laquelle tient une meule qui sert, à raccommoder les marteaux et enclumes. Une quatrième beuse met en mouvement la roue de la triflerie, située dans le même bâtiment, à l'extrémité.
On pratique une voute par où l'eau de toutes les beuses s'écoule et Ve rejoindre le ruisseau.
L'arbre b c, d'une des roues porte à sa circonférence, fig. 13, trois rangées d, d, d, de douze mantonnets chacune ; ces mantonnets rencontrant les queues e, f, g, de trois marteaux h, i, k, les élève ; mais à l'échappée de la dent, ils retombent sur l'enclume l, m, n.
L'enclume l, ou m, ou n, est enchâssée dans des ouvertures faites à des billots : ces billots sont des troncs d'arbres de chêne enfoncés de trois à quatre pieds en terre cerclés de fer, et dont les têtes sont au niveau du terrain. Il y a autour d'eux un grand enfoncement commun où descendent les jambes des ouvriers assis sur les planches o, mises en travers de cet enfoncement.
Les manches des marteaux passent dans un collet de figure ovale, dont les tourillons sont soutenus par les montants qu'on voit dans la figure citée ; ces montants sont d'un pied en carré solidement assemblés par le haut à un chapeau p q, et au niveau du terrain par une autre pièce de la même solidité, sur laquelle sont attachées des pièces de fer plates, contre lesquelles donnent les queues des marteaux : ces pièces plates font la fonction de ressort, et doublent pour ainsi dire le coup du marteau, qu'elles renvoyent à son échappement.
Il faut appliquer à l'arbre A B tout ce que nous venons de dire de l'arbre R S, il n'y a de différence qu'en ce que l'un porte treize mantonnets sur chaque rangée.
Il faut observer que les mantonnets soient distribués à ne pas élever à-la-fais les trois marteaux ; ce qui emploierait une force immense en pure perte. Il faut que quand un des marteaux frappe, l'autre échappe et que le troisième s'éleve. Pour cet effet on divisera la circonférence de l'arbre en autant de parties égales qu'il doit y avoir de mantonnets dans toutes les rangées ; ainsi, dans ce cas, en trente-six parties ; et l'on placera les mantonnets de la seconde rangée de manière qu'ils répondent aux vides de la première, et les mantonnets de la troisième de manière qu'ils répondent aux vides de la seconde.
On voit à l'extrémité de la même Pl. IV. un fourneau : c'est-là qu'on recuit le cuivre à mesure qu'on le bat.
Les tourillons des arbres sont portés par des coussinets qui ne sont qu'à quinze pouces d'élevation au-dessus du niveau de l'usine, qui est élevée de six à sept pieds au-dessus du terrain.
Ce sont des coffres qui s'appellent beuse, qui portent l'eau sur les aubes des roues. On lâche l'eau par des vannes, et les vannes sont toujours proportionnées dans leurs levées à la quantité de marteaux qu'on fait travailler. Si l'on n'a à mouvoir que deux marteaux d'un poids médiocre, l'ouverture de l'écluse ne sera que de deux pouces six lignes. Si l'on a à mouvoir à-la-fais trois des plus gros marteaux, la levée de la vanne sera de quatre pouces six lignes. Il y a un chauderon percé de deux ou trois trous, suspendu au dessus des tourillons de l'arbre qu'il arrose de gouttes d'eau qui le rafraichissent : cette précaution est inutîle du côté des roues ; elles sont toujours mouillées et leurs tourillons aussi.
Le mantonnet en frappant la queue du marteau, la chasse devant lui, en sorte qu'ils se séparent immédiatement après le choc ; ainsi elle Ve porter avec force sur la pièce plate qui la renvoie avec la même force.
Lorsque l'ouvrier veut arrêter son marteau, il a un bâton qu'il place sous le manche quand il s'élève : alors le collier porte sur la plaque et le mantonnet n'engrene plus.
La queue du marteau est couverte d'une plaque recourbée, en s'arrondissant vers le mantonnet ; l'autre extrémité assujettie dessous le collier, est percée de deux trous dans lesquels on met des clous qui entrent dans une espèce de coin chassé avec force entre la queue de cette plaque et le manche du marteau. On fait entrer ce manche dans un collier oval, où il est fixé par d'autres coins et calles de bois. Les tourillons de ce collier oval portent dans deux madriers verticaux, garnis à cet endroit d'une bande de fer percée à cet effet : ces madriers, qui ont quatre pouces six lignes d'équarrissage, se placent dans une entaille pratiquée au montant. Comme ils sont plus courts que l'entaille, on les resserre par des morceaux de bois ou des coins. Aussi l'on peut démancher les marteaux quand on le juge à propos.
Les montants dans l'intervalle desquels les marteaux se meuvent, ont deux pouces d'équarrissage ; ils sont assujettis par le chapeau en haut, à fleur de terre, par la traverse qui porte la pièce plate, et dans la terre par une troisième pièce. Il est inutîle de parler de ses appuis et de la maçonnerie solide qu'il faut pour fondement à un châssis aussi fort et qui fatigue autant. V. là-dessus l'art. Grosses Forges.
L'extrémité des manches des marteaux est un tenon d'une grandeur convenable.
Il y a deux sortes de marteaux. Des marteaux à bassin qui ne servent qu'à abattre les plates, c'est ainsi qu'on appelle les tables destinées à faire le fil de laiton, le plus petit pese 20 livres, et le plus gros 50. Entre ces deux limites, il y en a du poids de 23, 24, 26, 28 livres ; ils ont tous la même figure. La pointe de quelques-uns a quatre pouces de large. Il sert à battre les lames qui se couperont par filets pour faire le fil de laiton. Des marteaux qui ont assez la figure d'un bec de bécasse, et qu'on appelle marteaux à cuvelette, on bat avec ceux-ci les ouvrages concaves. Le plus petit est du poids de vingt-une livres, le plus gros du poids de trente-une ; il y en a d'autres intermédiaires : ceux de cette espèce, dont la pointe est arrondie, servent aux petits ouvrages concaves.
Il y a aussi deux sortes d'enclumes ; les unes arrondies par un bout, pour les plates ; les autres carrées, oblongues et plates, pour les concaves.
Ces enclumes sont fixées dans un enfoncement pratiqué au tronc d'arbre qui les supporte, avec des morceaux de bois resserrés par des coins.
On voit dans nos figures des ouvriers qui travaillent à trois sortes d'ouvrages ; l'un bat des plates qu'il tient des deux mains, les avançant peu-à-peu sous le marteau et parallèlement, de manière que le marteau frappe de toute sa surface. Quand le marteau a agi de cette manière, l'ouvrier expose son ouvrage à ses coups, de manière que ces seconds coups croisent les premiers.
Comme les ouvrages plats ont été coupés de manière que posés les uns sur les autres ils forment une pyramide, et qu'ils se battent tous les uns autant que les autres ; après avoir passé sous le marteau, ils ont pris un accroissement proportionné, et leurs surfaces se surpassent après le travail de la même quantité dont elles se surpassaient auparavant.
Quand les plaques ou pièces plates ont été martelées deux fais, comme j'ai dit, on les recuit, en les rangeant sur la grille du fourneau, où l'on a allumé un feu clair qui dure ordinairement une heure et demie. Lorsque le cuivre est rouge, on laisse éteindre le feu, et l'on ne touche point aux pièces qu'elles ne soient refroidies. Le bois du feu à recuire est de saule ou de naisettier.
Les pièces plates étant refroidies, on les rebat et on les recuit de nouveau. Ces manœuvres se réitèrent jusqu'à ce qu'elles aient l'étendue et l'épaisseur requises. On acheve de les arrondir à la cisaille : la cisaille de cet atelier qu'on voit, même pl. n'a rien de particulier. C'est ainsi que l'on prépare une fourrure ; une fourrure est une pyramide de pièces battues plates, au nombre de 3 à 400, destinées à faire des chauderons qui, tous plus petits les uns que les autres, entreront les uns dans les autres quand ils seront achevés.
Pour cet effet on prend quatre de ces pièces plates, ou de ces plates tout court, pour parler comme les ouvriers. La plus grande a neuf lignes de diamètre plus que les trois autres. On place celles-ci sur le milieu de la première dont on rabat le bord, ce qui contient les trois autres, et on les martele toutes quatre à-la-fais. On se sert dans cette opération de marteaux à cuvelette, d'enclumes plates, et propres à la convexité qu'on veut donner. Les chauderons se recuisent en se fabriquant, comme on a recuit les plates. Ce travail se mène avec tant d'exactitude, que tous les ouvrages se font de l'étendue rigoureuse que l'on se proposait. Les fonds des chauderons se battent en calotte, et la cire n'est pas plus douce sous la main du modèleur, que le cuivre sous le marteau d'un bon ouvrier. La lame qu'on coupera pour le fil de laiton, n'a que quatre pouces de largeur, et ne se bat que d'un sens, sans croiser les coups.
Le morceau qui donne un chauderon de dix livres pesant, a 122 pouces 9 lignes de surface, sur 3 lignes d'épaisseur ; et le chauderon fait, a 20 pouces 8 lignes de diamètre, 10 pouces 8 lignes de hauteur, sur un sixième de ligne d'épaisseur ; ce qui, avec la surface du fond, forme 949 pouces et 1 ligne 9 points carrés de surface. Il est vrai qu'à une sixième de ligne d'épaisseur, la pièce est faible ; mais il se fait des pièces qui le sont davantage, et qui durent. On ne comprend pas dans ce calcul la superficie des rognures ; mais c'est peu de chose ; la plate devient presque ronde en la travaillant. On n'en sépare à la cisaille que quelques coins. Ces rognures sont vendues au poids par l'usinier au maître fondeur, qui les remet à la fonte.
Lorsque les fourrures de chauderons ou d'autres ouvrages ont reçu leur principale façon aux batteries, on les rapporte à la fonderie, où on les finit, en effaçant au marteau les marques de la batterie, et en leur donnant le poli qu'elles peuvent prendre.
Dans presque toutes les fourrures il y a des pièces dont les parties ont été plus comprimées que d'autres, qui ont des pailles ou autres défauts ; de sorte que quand on les déboite, on en trouve de percées, et même en assez grand nombre. Voici comment on y remet des pièces.
On commence par bien nettoyer le trou, en séparant tout le mauvais cuivre et arrachant les bords avec des pinces quand la pièce a peu d'épaisseur, ou les coupant à la cisaille quand la pièce est forte ; ensuite on martele sur l'enclume les bords du trou, les rendant unis et égaux ; on a une pièce de l'épaisseur convenable ; on l'applique au trou à boucher ; on prend une pointe, et suivant avec cette pointe les bords du trou, on trace sa figure sur la pièce. A cette figure on en circonscrit sur la pièce une pareille, qui l'excède d'environ deux lignes. On coupe la pièce sur ce second trait ; on la dentelle sur toute sa circonférence, et les dents atteignent le premier trait. On replie ces dents alternativement et en sens contraire. On applique ainsi la pièce au trou ; on rabat les dents qui serrent les bords du trou en dessus et en dessous ; on rebat sur l'enclume, et l'on soude le tout ensemble.
La soudure se fait d'une demi-livre d'étain fin d'Angleterre, de 30 livres de vieux cuivre et de 7 livres de zinc ; on fait fondre le mélange. Après la fusion on le coule par petites portions dans un vaisseau plein d'eau, qu'on remue afin d'occasionner la division. Cela fait on retire la soudure de l'eau, et on la pulvérise en la battant dans des mortiers de fer. On la passe pulvérisée par de petits cribles, qui en déterminent la finesse. Il en faut de différentes grosseurs, selon les différentes épaisseurs des ouvrages à souder.
Pour faire tenir la soudure sur les dents de la pièce à souder, on en fait une pâte avec de l'eau commune, et partie égale de borax ; on en forme une trainée sur la dentelure ; on laisse sécher la trainée ; puis on passe la pièce au feu, ou on la laisse jusqu'à ce que l'endroit à reboucher ait rougi.
Mais comme la couleur de la soudure diffère de celle du cuivre, pour l'empêcher de paraitre on a une eau rousse épaisse, faite de terre de potier et de soufre, détrempés avec de la bière, qu'on applique sur la soudure ; ensuite on remet au feu, qui rend au tout une couleur si égale, qu'il faut être du métier pour découvrir ce défaut, surtout après que l'ouvrage a été frotté avec des bouchons d'étoffe imbibés d'eau et de poussière ramassée sur le plancher même de l'attelier. D'ailleurs, soit par économie, soit par propreté, soit pour pallier les défauts, après qu'on a battu les pièces on les passe au tour.
Ce tour n'a rien de particulier ; c'est celui des potiers d'étain. Deux poupées contiennent un arbre garni d'un rouet de poulie, sur laquelle passe une corde sans fin, qui Ve s'envelopper aussi sur une grande roue, qui se meut par une manivelle. Le bout de l'arbre qui tient à la poupée est en pointe ; l'autre bout porte un plateau rond et un peu concave, sur lequel on fixe le fond du chauderon par une pièce destinée à cet usage, dont la grande barre est concave.
Les chauderons ou autres ouvrages ne manquent jamais par les soudures : les pièces n'y feraient de tort qu'en cas qu'on voulut les remarteler, alors la pièce se séparerait.
Voici comment on donne le dernier poli aux ouvrages de cuivre. Après avoir passé les ouvrages à polir par les marteaux de bois sur les enclumes de fer à l'ordinaire, de manière qu'il n'y reste aucune trace grossière ; on les met à tremper dans la lie de vin ou de bière, pour les dépouiller du noir qu'ils ont. Eclaircis par ce moyen, on les frotte avec le tripoli, puis avec la craie et le soufre réduits en poudre, et l'on finit avec la cendre des os de mouton. L'outil dont on se sert est une lissoire de fer, qu'on promene sur toutes les moulures et autres endroits.
Lorsqu'on a martelé et allongé une plate de cuivre en lame de 10 à 12 pieds de longueur, sur quatre pouces de largeur, et un tiers ou quart de ligne d'épaisseur, on la coupe en filet pour faire le fil de laiton. Pour cet effet on se sert d'une cisaille affermie dans un soc profondément enfoncé en terre. Cet outil ne diffère des cisailles ordinaires, qu'en ce qu'il a à l'extrémité de la branche fixée dans le soc, une pointe recourbée qui dépasse les tranchans, et qui s'élève de 3 à 4 lignes au-dessus de la tête de la cisaille. Cette pointe a une tige qui traverse toute l'épaisseur de la tête ; et comme elle peut s'en approcher ou s'en éloigner, elle détermine la dimension du fil que l'on coupe.
Pour couper la bande de cuivre, l'ouvrier la jette dans la beuse, figure 18 ; car c'est ainsi qu'on appelle l'espèce de boite verticale qu'on voit dans la figure citée, qui embrasse la bande, la contient et la dirige. L'ouvrier tire la bande à lui, l'engage dans les tranchants de la cisaille, pousse une de ses branches du genou, et coupe. La branche qu'il pousse du genou est garnie d'un coussin. A mesure qu'il fait des filets, il les met en rouleau, comme on les voit figure 19.
S'il s'agissait de mettre en filets une bande fort épaisse, on se servirait d'un levier mobîle horizontalement, et appliqué à la branche de la cisaille que l'ouvrier pousse du genou. On a des exemples de ce mécanisme dans l'attelier de fonderie que nous avons décrit plus haut, en parlant du debit des tables coulées.
Trifilerie. Cette partie de l'usine est à deux étages. Le premier est de niveau avec les batteries ; il y a une roue que l'eau fait mouvoir : cette roue n'a rien de particulier ; l'eau est portée sur elle par une beuse. A l'autre étage on voit un assemblage de charpente, composée de montants assemblés solidement par le bas dans une semelle de 11 pouces d'équarrissage, et par le haut à un sommier de plancher de 15 à 18 pouces d'équarrissage. Chacun de ces montants en a 12 ; ils sont percés d'une mortaise chacun, d'où partent autant de leviers mobiles autour d'un boulart qui les traverse, ainsi que les montants. Ils sont encore garnis de barres de fer, nécessaires au mécanisme et à la solidité. Vers le milieu de leur longueur, ces leviers posent sur des coussins de grosse toile, ou autre matière molle, dont on garnit les petites traverses à l'endroit où elles reçoivent le choc des leviers quand ils sont tirés. Du reste, cette trifilerie n'a rien de différent de la trifilerie du fil de fer que nous avons décrite à l'article des grosses forges ; voyez cet article. C'est la même tenaille ; c'est le même mouvement ; c'est le même effet.
La roue a à mantonnets, figure 20, agit sur la traverse mobîle b ; cette traverse b, en baissant, tire à elle la partie coudée e ; cette partie coudée e tire à elle les attaches de la tenaille g ; la tenaille h tirée serre le fil de laiton et l'entraîne à-travers les trous de la filière K. Cependant le mantonnet de la roue a échappe ; le levier f agit, repousse la partie coudée e ; la partie coudée e repousse les attaches des branches de la tenaille, fait r'ouvrir la tenaille, avance la tête de cette tenaille jusques vers la filière ; la roue a continue de tourner ; un autre mantonnet agit en b, qui retire la partie coudée e ; cette partie retire les attaches de la tenaille ; la tenaille se referme ; en se refermant elle resserre le fil ; le fil resserré est forcé de suivre et de passer par le trou de la filière, et ainsi de suite.
Ce qui s'exécute d'un côté de la figure citée, s'exécute de l'autre. On multiplie les tenailles et les leviers à discrétion. On voit, figure 19, quatre leviers et autant de tenailles.
La figure 21 montre le mécanisme de la tenaille ; 1 est l'étrier qui entre dans le bout de la partie coudée ; 2 est le tirant de l'attache des branches de la tenaille ; 3 sont les attaches de ces branches ; 4 est la tenaille ; les parties latérales 5, 6 servent à diriger la tenaille dans ses allées et venues. Le reste est le détail desassemblé de la machine.
On voit à l'extrémité de l'attelier, planche 5 une espèce de fourneau avec sa grille ; c'est-là qu'on fait recuire le fil de laiton lorsqu'il a passé aux filières. La chaudière contient du suif de Moscovie, pour graisser à chaud le fil coupé sur la plate, au premier tirage seulement.
La filière 9, figure 19, est engagée dans deux crochets enfoncés dans l'établi. Il y a encore un étrier de fer contre lequel elle porte.
Il faut dans cet atelier un petit étau et des limes, pour préparer le bout du fil à passer par le trou de la filière.
Il y a de plus une pelote de suif de Moscovie qui tient à la filière du côté de l'introduction du fil, et qui le frotte sans-cesse.
Au reste, comme il faut que dans toutes les parties de cette machine le mouvement soit doux, on doit les tenir bien graissées.
On voit d'espace en espace derrière les filières, des montants 10 avec des chevilles ; c'est-là qu'on accroche les paquets de fil de fer à mesure qu'ils se font.
Le plan sur lequel la tenaille est posée est incliné. Sur ce plan il y a deux portions de fil de fer en arc, qui détermine la quantité de son ouverture ; par cette précaution elle n'échappe jamais le fil de fer.
On voit, figure 22, la tenaille et ses attaches : c'est encore elle qu'on voit figure 23 ; a est son profil ; b, une pièce carrée où entre la queue de la tenaille, et qui dirige son mouvement entre les jumelles ; c, la clé qui arrête sa queue dans la pièce carrée.
La figure 24 est une pièce qui s'ajuste aux attaches de la tenaille ; e, cette pièce ; f et g, autres pièces d'assemblage.
On voit, figure 25. Pl. III. en A le dessus d'un fourneau ; en B la grille ; en C les creusets.
Les figures 26 et 27 sont les tours à creuset et à calotte.
Le reste, ce sont les différents instruments de la fonderie dont nous avons parlé ; 1, etnet ou pince à ranger le creuset ; 2, 3, attrape ou pince ; 4, havet ; 5, bouriquet ; 6, palette ; 7, tenaille double ; 8, polichinelle ; 9, 10, 11, divers ringards ; 12, 13, pinces ; 14, 15, autres ringards ou fourgons ; 16, batte.
Voici l'état des échantillons qu'un naturaliste, qui visite une manufacture telle que celle que nous venons de décrire, se procurera ; 1, de la calamine brute, telle qu'on la tire de la mine ; 2, de la calamine calcinée et prête à être broyée ; 3, du cuivre rouge : 4, du vieux cuivre ; 4, de la tutie ; 5, du cuivre de l'épaisseur dont on coule les tables ; 6, du cuivre battu ; 7, de la terre à creuset brute, préparée et recuite.
Avant l'année 1595 on battait tous les cuivres à bras ; en 1595 les batteries furent inventées. La première fut établie sur la Meuse. L'inventeur obtint pour sa machine un privilège exclusif. Cette machine renversait les établissements anciens des fondeurs et batteurs de cuivre ; car quoique ces martinets ne fussent pas en grand nombre, elle faisait plus d'ouvrage en un jour que dix manufacturiers ordinaires n'en pouvaient faire en dix jours. Les fondeurs et batteurs anciens songèrent donc à faire révoquer le privilège ; pour cet effet ils assemblé tous leurs ouvriers avec leurs femmes et leurs enfants ; et à la tête de cette multitude, vêtue de leurs habits de travail, ils allèrent à Bruxelles, se jetèrent aux pieds de l'Infante Isabelle, qui en eut pitié, accorda une récompense à l'inventeur des batteries, et permit à tout le monde de construire et d'user de cette machine.
Il n'y a pas deux partis à prendre avec les inventeurs de machines utiles ; il faut, ou les récompenser par le privilège exclusif, ou leur accorder une somme proportionnée à leur travail, aux frais de leurs expériences, et à l'utilité de leur invention ; sans quoi il faut que l'esprit d'industrie s'éteigne, et que les arts demeurent dans un état d'engourdissement. Le privilège exclusif est une mauvaise chose, en ce qu'il restreint du moins pour un temps les avantages d'une machine à un seul particulier, lorsqu'ils pourraient être étendus à un grand nombre de citoyens, qui tous en profiteraient.
Un autre inconvénient, c'est de ruiner ceux qui s'occupaient, avant l'invention, du même genre de travail, qu'ils sont forcés de quitter ; parce que leurs frais sont les mêmes, et que l'ouvrage baisse nécessairement de prix : donc il faut que le gouvernement acquière à ses dépens toutes les machines nouvelles et d'une utilité reconnue, et qu'il les rende publiques : et s'il arrive qu'il ne puisse pas faire cette dépense, c'est qu'il y a eu et qu'il y a encore quelque vice dans l'administration, un défaut d'économie qu'il faut corriger.
Ceux qui réfléchissent ne seront pas médiocrement étonnés de voir la calamine, qu'ils prendront pour une terre, se métalliser en s'unissant au cuivre rouge, et ils ne manqueront pas de dire, pourquoi n'y aurait-il pas dans la nature d'autres substances propres à subir la même transformation en se combinant avec l'or, l'argent, le mercure ? Pourquoi l'art n'en préparerait-il pas ? Les prétentions des Alchymistes ne sont donc pas mal fondées.
Il n'y a pas plus de 5 ou 6 ans que ce raisonnement était sans réponse ; mais on a découvert depuis que la calamine n'était qu'un composé de terre et de zinc ; que c'est le zinc qui s'unit au cuivre rouge, qui change sa couleur et qui augmente son poids, et que le laiton rentre dans la classe de tous les alliages artificiels de plusieurs métaux différents.
Si le cuivre rouge devient jaune par l'addition de la calamine, c'est que le zinc est d'un blanc bleuâtre, et qu'il n'est pas difficîle de concevoir comment un blanc bleuâtre fondu avec une couleur rouge, donne un jaune verdâtre, tel qu'on le remarque au laiton.
La merveille que les ignorants voient dans l'union de la calamine au cuivre rouge, et les espérances que les Alchymistes fondent sur le zinc, s'évanouissent donc aux yeux d'un homme un peu instruit.
LAITON
- Détails
- Écrit par Denis Diderot (*)
- Catégorie parente: Science
- Catégorie : Métallurgie
- Affichages : 2516
- Vous êtes ici :
-
Accueil

-
Science
-
Métallurgie
- LAITON